Глава 1. Что нужно знать, взявшись за изготовление
сварочного аппарата.Начальные сведения
Состав электросварочной системы.
Для питания сварочной дуги необходим мощный источник, преобразующий сетевое напряжение и обеспечивающий необходимую величину и качество сварочного тока. Под источником питания дуги в общем случае подразумевается совокупность средств, куда могут входить кроме сварочного трансформатора еще и регулирующие, улучшающие характеристику дуги, выпрямляющие ток, и другие устройства (рис. 1.1). В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым: соединительными проводами и клеммами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию - известный всем сварочный аппарат.
Подобное устройство достаточно высокого качества вполне возможно изготовить в условиях небольшой мастерской или даже в домашних условиях. Для его изготовления достаточно знать проверенные на практике методики, уметь правильно выбрать материал, да еще вложить в это дело какую-то часть своего труда, души, мастерства и терпения. Однако, взявшись за изготовление сварочного аппарата, вы будете чувствовать себя гораздо увереннее, если с самого начала будут выяснены некоторые базовые теоретические вопросы, касающиеся процессов горения электрической дуги и плавления электрода, характеристик трансформаторов, магнитопроводов и обмоточного материала, а также сопутствующих в этом деле дополнительных, но, тем не менее, часто очень важных устройств.
Сварочный трансформатор. Основным элементом сварочной системы является трансформатор. Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения - 50...80 В. Работает сварочный трансформатор в специфических условиях - дуговом режиме - режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева - тоже следствие высокой развиваемой мощности. Силовые параметры сварочных трансформаторов должны сочетаться с их динамическими свойствами - вольт-амперная характеристика трансформатора должна соответствовать определенным требованиям, иначе использовать его в качестве источника для ручной сварки будет затруднительно, а то и невозможно вообще, либо в состав конструкции придется включать дополнительное - весьма громоздкое и неудобное оборудование. Кроме того, достоинством конструкции сварочного трансформатора часто является по возможности небольшой вес и экономия материала при изготовлении, как первое, так и второе особенно важно для самостоятельно изготовленных образцов, применяемых для работы в подсобном хозяйстве, так как они зачастую переносятся вручную.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще - приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
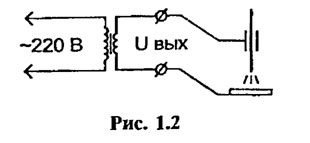
Принципиально конструкция сварочного трансформатора весьма проста. Как и любой, привычный для нас трансформатор, он состоит из магнитопровода, сложенного из набора пластин трансформаторной стали, и первичной и вторичной обмоток, часто выполненных с отводами для регулирования или подстройки тока и напряжения. Первичная обмотка включается в сеть с напряжением 220 В. Если трансформатор рассчитан на какой-то определенный, требуемый ток, то варить можно непосредственно с выхода вторичной обмотки, без каких-либо дополнительных устройств ограничения тока (рис. 1.2). По крайней мере, большинство самодельных конструкций ориентированы именно на такой - упрощенный режим использования, предназначенный для работы с наиболее распространенными трех-или четырехмиллиметровыми электродами. Но все же первичную обмотку лучше делать с отводами - это позволит регулировать в некоторых пределах сварочный ток, а при необходимости - подстроить трансформатор под упавшее напряжение сети, что также не является редкостью для наших условий. Более подробно о методах регулирования тока при сварке будет сказано далее, в соответствующем разделе этой статьи.
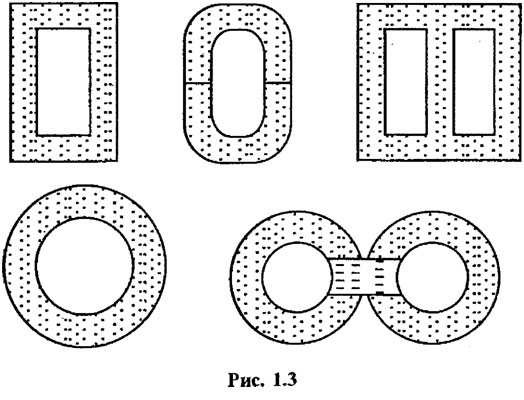
Основной, часто самой дефицитной при самостоятельном подборе материалов частью трансформатора является магнитопровод. В большинстве случаев в самодельных конструкциях используются магнитопроводы, снятые с оборудования, которое до того не имело никакого отношения к электросварке. Этим объясняется большое разнообразие существующих в исполнении народными умельцами типов магнитопроводов сварочных трансформаторов. Сюда входят как стандартные для сварочного оборудования П-образные магнитопроводы, собранные в пакеты из прямоугольных пластин, так и несвойственные промышленным схемам сердечники: Ш-образные, U-образные броневые магнитопроводы, тороидальные кольцевые и комбинированные магнитопроводы, состоящие из нескольких колец, в качестве магнитопровода для тороидальных трансформаторов также используются статоры от крупных асинхронных электродвигателей (рис. 1.3). Подобный разнобой в выборе материала, естественно, накладывает определенную специфику на построение и расчет самодельных сварочных трансформаторов.
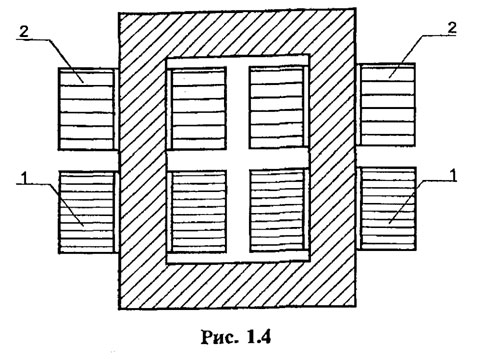
Большинство промышленных сварочных трансформаторов конструктивно выполнены по П-образной схеме, с увеличенным рассеиванием магнитного поля (рис. 1.4). У обычных силовых трансформаторов первичная и вторичная обмотка максимально сближены (рис. 1.5), что в идеале должно приводить к высокому КПД, делая их внешнюю характеристику жесткой - малопригодной для ручной сварки. Однако же на практике нет ничего идеального, существует масса самодельных сварочных трансформаторов, намотанных по схеме силового трансформатора, как на П-, так и на не распространенном для сварочного оборудования Ш-образном магнитопроводе. При этом все они работают в ручном режиме вполне приемлемо. Фабричные сварки тоже часто изготовлены на основе трансформатора, у которого вторичные обмотки намотаны поверх частей первичной. При этом между витками самих обмоток и между обмотками вставляются планки из непроводящего ток материала, что приводит к образованию между ними зазоров (рис. 1.6).
Зазоры эти улучшают отток теплого воздуха из обмоток трансформатора, а также приводят к увеличению объема катушек, что в свою очередь несколько увеличивает магнитное рассеивание и улучшает характеристику данного трансформатора.
Основные характеристики источника питания и сварочной дуги
Внешняя характеристика источника питания дуги. Кроме таких осязаемых параметров трансформатора как форма и геометрические размеры его магнитопровода, количество витков первичной и вторичной обмоток, величина входного и выходного напряжения, потребляемый и развиваемый на выходе ток и т. д., существуют еще и такие характеристики электросварочной системы, которые в обычных условиях оценить визуально или измерить с помощью измерительной аппаратуры невозможно, однако именно их показатели определяют пригодность трансформатора в качестве источника тока для ручной сварки или же обуславливают качество горения дуги и формирования сварного шва. То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко - сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она мерехтит и часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Под источником питания в общем случае понимается трансформатор с присоединенными к нему дополнительными устройствами, которыми могут быть активная или реактивная нагрузка (дроссель) или какие-либо другие компоненты, улучшающие внешнюю характеристику такого скомпонованного источника тока. Важно, что рабочий ток снимается с выхода всей этой системы. Если же сварочный трансформатор используется как источник питания дуги сам по себе, без другого оборудования, то имеет смысл говорить о внешней вольт-амперной характеристике самого трансформатора. Притом, что в последнем случае оценка будет более наглядной, - хорошо, когда для ручной сварки используется трансформатор, обладающий хорошей характеристикой без каких-либо дополнительных средств ее улучшения. К тому же практика показывает, что в легких бытовых и переносных промышленных сварочных аппаратах громоздкие элементы для улучшения выходных характеристик не применяются вообще и источником питания дуги здесь является сам трансформатор.
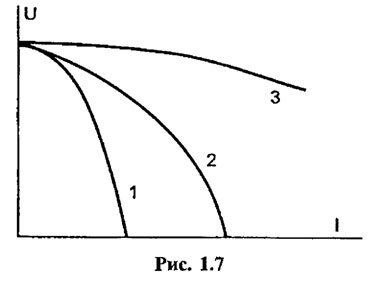
Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока (рис. 1.7). Сварочный ток определяется свойствами нагрузки трансформатора, в данном случае электрической сварочной дуги. Трансформаторы могут иметь следующие виды внешних характеристик: крутопадающая (1), пологопадающая (2), жесткая (3), при достижении очень высоких токов, до 1000 А, может наблюдаться даже возрастающая характеристика.
Для ручной сварки применима только крутопадающая характеристика, жесткая и пологопадающая применяются при автоматической электросварке. Таким образом, изготавливаемый сварочный трансформатор должен обладать крутопадающей внешней характеристикой - только тогда процесс сварки будет происходить качественно. Дело здесь в том, что только при крутопадающей характеристике довольно-таки значительные колебания напряжения на дуге, как это видно на середине участка из графика, вызывают относительно небольшое изменение сварочного тока. А ведь величина напряжения на сварочной дуге в свою очередь зависит от длины дуги, которая поддерживается в процессе горения вручную, потому не может быть стабильной. Вот почему только при крутопадающей характеристике трансформатора колебания кончика электрода в руках сварщика будут не сильно сказываться на стабильности горения дуги и качестве наплавки. Чтобы в полной мере понять этот процесс, полезно также более подробно рассмотреть особенности горения дуги и определить ее характеристики.
Характеристики сварочной дуги. Сварочная дуга представляет собой длительный электрический разряд между концом электрода и областью дуговой зоны металла изделия. Сварочная дуга характеризуется значительной плотностью тока и высокой температурой катодной области электрода, превышающей 3000 градусов, при относительно небольшом значении разности потенциалов - 20...25 В. При зажигании дуги сначала происходит пробой газового промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Кроме того, стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.
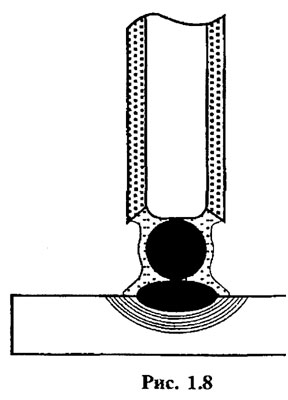
При сварке плавящимся электродом, под действием высокой температуры, на его конце происходит плавление металла, образование капли, ее отрыв от электрода и перенос на металл изделия. При ручной сварке в виде капель переносится до 95% электродного металла, некоторая его часть превращается в пары и брызги (рис, 1.8). Диаметр капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. При сварке покрытыми электродами большинство капель окутано в оболочку из шлака, образующегося при плавлении покрытия, поэтому при прохождении они не замыкают дуговой промежуток. Однако короткое замыкание дугового промежутка некоторыми каплями все же происходит, что приводит к кратковременным падениям напряжения и скачкам сварочного тока. Для стабильности процесса горения дуги важна способность трансформатора к быстрому восстановлению тока и напряжения. В сварочной дуге происходит нелинейное распределение температуры и падение напряжения, зависящих от силы тока.
Статическаявольт-амперная характеристика дуги. Наибольший практический интерес при рассмотрении сварочной дуги для нас представляет ее статическая вольт-амперная характеристика. Ни в коем случае не стоит путать вольт-амперные характеристики источника питания (трансформатора) и дуги, так как они обусловлены совершенно разными по сути физическими процессами. Статической вольт-амперной характеристикой дуги называют зависимость падения напряжения на дуге от силы сварочного тока при постоянной длине дуги и прочих постоянных условиях горения дуги.
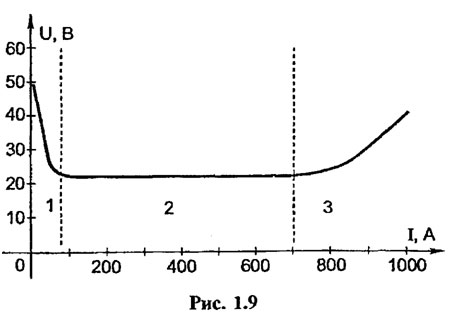
Вольт-амперные характеристики дуги снимаются в лабораторных условиях, от специального источника с регулируемыми параметрами. Проведение данного эксперимента связано со значительными трудностями из-за сложности измерения и поддержания длины дуги, а также поддержания неизменными других физических условий. Трудности особенно усугубляются при проведении эксперимента с плавящимися электродами, длина дуги в процессе плавления которых постоянно меняется, кроме того, происходит влияние на дугу капель переносимого расплавленного металла вплоть до замыкания в некоторых случаях этими каплями дугового промежутка. Однако эмпирические результаты для такого рода дуг были давно получены и исследованы (рис. 1.9), их форма сохраняет свой вид и в случае ручной электросварки.
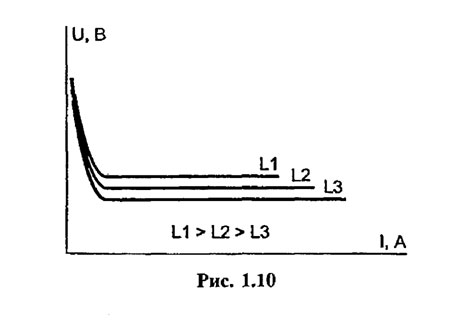
Статическую вольт-амперную характеристику дуги условно можно разделить на три участка: падающая - с ростом сварочного тока напряжение уменьшается (1); жесткая - с ростом тока напряжение остается практически неизменным (2); возрастающая - рост тока вызывает увеличение напряжения дуги (3). Зажигание дуги происходит при напряжениях 40...50 В. По мере увеличения тока дуги напряжение на ней падает до 20...25 В, уменьшение напряжения прекращается при достижении тока 70...80 А. При дальнейшем росте тока напряжение дуги стабилизируется - именно этот участок лучше всего использовать для электросварки. При токах свыше 800 А напряжение дуги начинает расти, однако такие значения недостижимы для бытовой электросварки и потому для нас малоинтересны. Положение вольт-амперных характеристик различно для дуг различной длины. При увеличении длины дуги график вольт-амперной зависимости сдвигается вверх - в сторону возрастания напряжения (рис. 1.10). Так, вольт-амперная характеристика (L3) соответствует короткой дуге; зависимость (L1) - длинной дуге для того же электрода и источника питания.
При ручной электросварке, вследствие дрожания рук сварщика, неровностей поверхности и других причин, происходит неизбежное колебание кончика электрода и изменение длины дуги. Как нам теперь известно, при изменении длины дуги меняет свое положение и вольт-амперная характеристика - изменяется протекающий через дуговой промежуток ток, соответственно, меняется ток трансформатора, что уже описывается внешней вольт-амперной характеристикой источника питания. Таким образом, в результате наложения свойств дуги и источника питания стабильное горение дуги возможно только в точке пересечения графиков статической вольт-амперной характеристики дуги и внешней характеристики источника питания, то есть когда выходное напряжение источника соответствует напряжению дуги при определенной ее длине (рис. 1.11). Однако же длина дуги при ручной сварке постоянно меняется, а значит, меняется и положение точки пересечения этих зависимостей.
Что же мы видим? На рис. 1.12 изображены две статические характеристики одной и той же дуги на разных длинах LI, L2 - колебание длины дуги естественно при ручной сварке. Далее будем считать, что мы запитываем дугу от двух разных трансформаторов: с крутопадающей и пологопадающей внешней характеристикой. Графики соответствующих ВАХ трансформаторов изображены здесь же, и они пересекают кривые статических ВАХ дуги. Горение дуги возможно только в точках пересечения кривых внешних характеристик трансформаторов со статическими кривыми дуги на длинах LI, L2. Теперь обратите внимание, как изменяется ток в точках горения в первом и во втором случае, при переходе дуги с длины L1 на длину L2. Так, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока - ΔIпол.хар.
Выводы очевидны: стабильное горение дуги и высокое качество сварного шва возможны только при минимальных колебаниях рабочего тока, что может обеспечить только источник с крутопадающей внешней характеристикой.
Исправление внешней характеристики источника питания.
Очевидно, что понятие крутопадающей характеристики для нас весьма условно, ведь как-либо количественно оценить крутизну падения вольт-амперной кривой конкретного трансформатора в реальных условиях вряд ли удастся. О качестве внешних характеристик сварочных трансформаторов судят на практике. Если с трансформатором работать легко, дуга горит стабильно, а наплавленный металл ложится равномерно - значит, все в порядке; иначе - характеристика трансформатора смещена в сторону жесткой. К сведению: у всех представленных в следующей главе конструкциях самодельных сварочных трансформаторов внешние характеристики отвечают условиям ручной сварки. Проблемы здесь скорее возникли бы у того, кто задался бы целью построить трансформатор как раз с жесткой характеристикой. Однако на практике все же иногда требуется исправление или улучшение характеристик горения сварочной дуги, чего можно добиться достаточно простыми средствами. Добиться исправления внешней характеристики источника питания в сторону крутопадающей можно простым включением в сварочную цепь балластного сопротивления величиной в сотые доли ома - куска проволоки из нихрома или другого металла с высоким удельным сопротивлением (рис. 1.13). Балластное сопротивление несколько ограничит
максимальный ток трансформатора, зато заметно улучшит его внешнюю характеристику, особенно если она близка к жесткой. Так, при потере мощности в пределах 20...30 %, можно добиться приемлемых результатов горения дуги в ручном режиме у трансформаторов, с которыми до того работать было очень тяжело. К улучшению крутизны внешней характеристики трансформатора приводит также увеличение его выходного напряжения холостого хода, хотя при этом несколько уменьшается КПД трансформатора. Здесь уместно отметить, что лучшими для ручной электросварки внешними характеристиками обладают как раз трансформаторы с относительно невысокими КПД.
Дополнительные характеристики
Кроме рассмотренных выше основных характеристик, дуга и источник питания характеризуются рядом дополнительных, которые влияют в основном на процесс зажигания дуги и поведение сварочной системы в некоторых нестандартных ситуациях.
Динамическая характеристика источника питания. Источник питания дуги должен быстро реагировать на изменения тока и напряжения в дуге, происходящие в процессе плавления электрода. Это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время есть динамическая характеристика источника. Оно не должно превышать 0,05 с на 25 В. Эта способность трансформатора особенно важна при замыкании каплей переносимого расплавленного металл дугового промежутка, то есть когда, по сути, трансформатор переходит в режим короткого замыкания.
Отношение силы сварочного тока к току короткого замыкания. Сила тока при коротком замыкании выхода вторичной обмотки трансформатора на практике может превышать сварочный ток в 1,1...2 раза. Для промышленных источников питания нормальными считаются значения в пределах 1,1... 1,5 раза. С точки зрения промышленных технологий: чем меньше это отношение - тем лучше. Однако для ручной электросварки в бытовых условиях малое отношение токов короткого замыкания и сварки могут оказаться весьма вредным свойством, о чем будет сказано несколько ниже. Рекомендуется считать хорошими для бытовых целей отношение токов в пределах 1,3... 1,6 раза.
Эластичность дуги. Для устойчивого горения дуги важное значение имеет эластичность. Дуга считается эластичной, если дуга продолжает гореть при относительно значительном увеличении ее длины, вызванном разными причинами. Эластичность дуги оценивают количественно. Критерием эластичности дуги является ее наибольшая длина, при которой дуга еще не гаснет. Для бытовых аппаратов, работающих на трех-, четырехмиллиметровых электродах, хорошими показателями эластичности можно считать дугу, горящую при длине 5.. .7 мм. Вообще же при больших длинах дуги нарушается перенос электродного металла на изделие и сильно меняется сварочный ток, поэтому этот режим не является рабочим режимом.
Улучшение свойств горения дуги
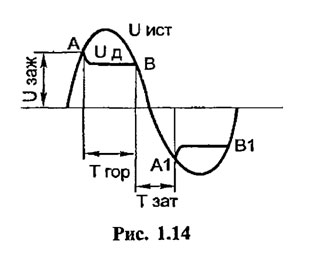
Дуга переменного тока. При питании сварочной дуги от обычного трансформатора - переменным током - полярность электродов, а также условия горения дугового разряда периодически изменяются. Сварочная дуга может загореться только при достижении в начале синусоидального полупериода уровня напряжения, соответствующего напряжению зажигания дугового разряда - Uзаж, точка А (рис. 1.14). В конце полупериода, когда амплитуда напряжения опустится несколько ниже Uзаж, дуга погаснет, точка В. Ситуация повторится в следующем полупериоде, при повторном зажигании и потухании дуги, точки A1, В1, как и в каждом следующем полупериоде. То есть сварочная дуга переменного тока зажигается и гаснет 100 раз в секунду и горит отдельными вспышками. Протекание сварочного тока возможно только между точками А-В, А1-В1 и т. д. В промежутке В-А1 дуга гаснет, ток не течет. На устойчивость и скорость повторного зажигания дуги существенное влияние оказывают параметры источников питания. К таким параметрам прежде всего относятся напряжение холостого хода и скорость его восстановления после обрыва тока дуги, фазовый сдвиг между напряжением холостого хода источника и током дуги.
Естественно, временные простои в горении дуги оказывают неблагоприятное влияние на процесс электросваривания. По возможности разрывы в горении стараются уменьшить или же избавиться от них вообще. Сократить разрывы в горении сварочной дуги можно путем повышения напряжения холостого хода источника питания. Однако напряжение холостого хода для переменного тока не может быть выше 80 В с точки зрения безопасности. К тому же повышенное напряжение приводит к падению КПД трансформатора, расходу материала и удорожанию конструкции.
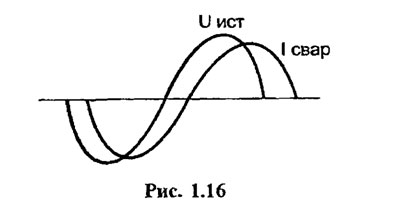
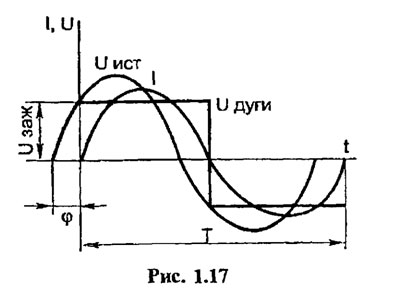
Другим путем повышения непрерывности в горении дуги является включение в сварочную цепь дросселя (рис. 1.15), приводящего к сдвигу фаз между током и напряжением (рис. 1.16). Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи, может не иметь перерывов вообще, так как ее горение поддерживает теперь ЭДС самоиндукции. Для того чтобы величина ЭДС самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз φ между током и напряжением. Устойчивое горение дуги на любых сварочных токах обеспечивается при cosφ = 0,35...0,6. В результате сдвига фаз ток продолжает протекать и после снижения напряжения на клеммах трансформатора ниже уровня U3 (рис. 1.17).
Указанные выше меры широко применяются в промышленных стационарных сварочных аппаратах. В переносных и самодельных конструкциях подобные способы улучшения горения дуги не нашли применения из-за громоздкости оборудования (дросселя во вторичной цепи), резкого увеличения веса и усложнения конструкции. В случае необходимости дроссель может использоваться в сварочном оборудовании как съемный дополнительный элемент - такие дросселя выпускаются промышленностью и могут изготовляться самостоятельно. В компактных сварочных аппаратах также не стремятся к увеличению напряжения холостого хода, ограничиваясь, как правило, величиной в пределах 47.. .60 В.
Дуга постоянного тока
Кроме переменного тока для питания сварочной дуги может использоваться постоянный ток. На постоянном токе горение сварочной дуги более стабильно, сварные швы получаются более качественными, легче поддерживаются пониженные значения сварочных токов. Кроме того, некоторые типы электродов, например для сварки нержавеющей стали, требуют только постоянного тока. Обычные же электроды, предназначенные для переменного тока, нормально работают и на постоянном токе. Постоянный ток в бытовых сварочных аппаратах получается путем выпрямления переменного тока с помощью полупроводниковых выпрямительных мостов.
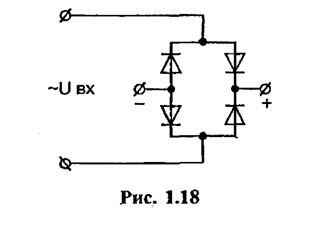
Выпрямительный мост может быть создан на основе мощных диодов типа В-200 (максимальный ток 200 А) (рис. 1.18). Эти диоды имеют внушительные размеры, а их корпус посажен на алюминие
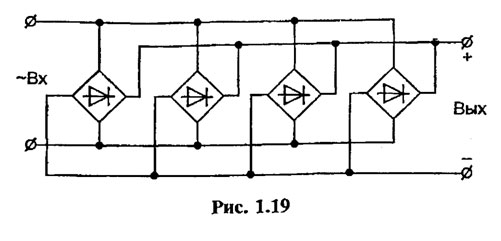
вые радиаторы. Причем корпус диода, а значит, и крупный радиатор находятся под напряжением, поэтому диоды с их радиаторами должны крепиться так, чтобы не имели контакта друг с другом, не касаясь токопроводящих частей корпуса аппарата. Подобное неудобство с креплением приводит к тому, что размеры собранного диодного моста слишком вырастают, увеличивая и усложняя конструкцию сварочного аппарата в целом. В последнее время на рынке появились уже готовые - интегрированные в одном корпусе диодные мосты импортного производства. Размер одного такого диодного мостика сопоставим с размерами спичечного коробка или одного диода В-200 без радиатора, при максимальном токе 30...50 А. Если интегрированные диодные мосты соединить параллельно (рис. 1.19), то вместе они смогут выдерживать более значительные токи. Строго говоря, суммарный ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В-200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор и свободно крепить где удобно внутри корпуса сварочного аппарата. Для выпрямителя может использоваться 3-5 интегрированных диодных мостиков, обязательно одной и той же марки. Как показывает практика, они не сильно греются и даже без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме.
На диодных мостах происходит неизбежное падение напряжения, поэтому на выходе источника питания постоянного тока напряжение будет где-то на 4...5 В меньше от напряжения холостого хода трансформатора (без конденсатора). При этом напряжение на выходе не будет строго постоянным - его форма будет пульсирующей (рис. 1.20). Если проводить измерения в режиме холостого хода вольтметром постоянного тока, то его показания будут соответствовать чему-то вроде эффективного значения постоянного пульсирующего напряжения (показания примерно в 1,4... 1,5 раза меньше напряжения пиков максимумов амплитуды Um). В принципе, обычные вольтметры не предназначены для точного измерения подобного рода сигнала. Форму постоянного напряжения можно сгладить, установив на выходе конденсатор емкостью 5000 ...10000 мкФ. В этом случае показания вольтметра возрастут примерно в 1,4 раза, так как конденсатор на холостом ходу зарядится до уровня максимального по амплитуде напряжения. Конденсатор рекомендуется ставить особенно в том случае, если источник питания имеет низкое выходное напряжение (меньше 40 В) и возникают трудности в момент зажигания сварочной дуги. При этом конденсатор лучше включить через сопротивление порядка 0,5 ...1 Ом (рис. 1.21). Присутствие резистора обусловлено тем, что в момент зажигания дуги происходит касание конца электрода об металл изделия - то есть короткое замыкание. Если сопротивления в цепи конденсатора нет, то происходит мгновенный разряд конденсатора большой емкости, импульс высокого тока сопровождается громким щелчком, а часто разрушением кончика электрода или его мгновенным привариванием к металлу изделия. Работать с таким источником весьма неудобно, треск разрядов действуют на нервы. Дополнительный же резистор ограничивает ток, сглаживает разряд конденсатора, делая зажигание дуги легким и мягким.
Выбор мощности сварочного трансформатора
Прежде чем приступить к изготовлению сварочного трансформатора или более завершенной конструкции - сварочного аппарата, необходимо четко определиться - на какой величине сварочного тока его предстоит эксплуатировать. Величина тока сварочного трансформатора связана с мощностью следующей зависимостью:
Р = UIcosφ,
где φ - угол сдвига фаз между током и напряжением.
Так как сам трансформатор является индуктивной нагрузкой, то угол сдвига фаз всегда существует. В случае расчета потребляемой мощности cosφ можно принять равным 0,8.
Однако для сварщика наиболее важной характеристикой является не мощность источника питания, а развиваемый им ток в дуговом режиме, так как именно на ток рассчитаны электроды соответствующих диаметров и марок.
Для электросварки в бытовых целях чаще всего используются покрытые электроды из низколегированной стали диаметром 2, 3 и 4 м. Из них наибольшее распространение получили, наверное, трехмиллиметровые электроды - «тройка», как наиболее универсальное решение, подходящие для сваривания как относительно тонкой стали, так и для металла значительной толщины. Сварочный ток выбирается исходя из формулы:
I = (20 + 6d)d.
Или жe по упрощенной зависимости: I = Kd (А), где d - диаметр электрода; К - коэффициент, принимается 25...50 А/мм.
При этом коэффициент 25 А/мм выбирается для так называемой холодной сварки, для которой лучше подходит постоянный ток. Для большинства же видов работ, в основном проводящихся в нижнем горизонтальном положении, берется коэффициент 35...40 А/мм. Таким образом для сварки двухмиллиметровыми электродами выбирается ток порядка 70 А; «тройка» чаще всего работает на токе 110...120 А; для «четверки» потребуется сила в 140... 150 А сварочного тока. Естественно, для заваривания особенно массивных изделий и для резки металла выбираются токи исходя с коэффициента повыше - 45...50 А/мм. Для заваривания тонкого металла и потолочных швов, напротив, ток необходимо уменьшать. Так как большинство сварочных аппаратов не обладают средствами точного отображения сварочного тока, то сила тока обычно подбирается для конкретных работ опытным путем, так, чтобы сварочная дуга горела устойчиво, наплавление шло равномерно, но при этом не выделялось излишнее тепло.
Приступая к сборке трансформатора, разумным будет установить для себя предел выходного тока, и мотать обмотки под выбранную мощность. Хотя здесь можно ориентироваться и на максимально возможную мощность для конкретного образца, учитывая, что от однофазной сети любой трансформатор вряд ли способен развить ток выше 200 А. При этом необходимо четко осознавать, что с увеличением мощности растет степень нагрева и износа трансформатора, необходимы более толстые и дорогие провода, увеличивается вес, да и не каждая электросеть может выдержать аппетиты мощных сварочных аппаратов. Золотой серединой здесь может быть мощность трансформатора, достаточная для работы наиболее ходовым трехмиллиметровым электродом, для чего понадобится выходной ток 120...130 А. Правильно рассчитанный и изготовленный сварочный трансформатор обеспечивает хорошее качество сварки на заданной мощности, не требует каких-либо дополнительных средств ограничения тока или исправления характеристик, не перегревается, имеет больший ресурс надежности и не так садит сеть, не приводя лишний раз к выбиванию «пробок».
Расчет сварочного трансформатора
Наиболее ответственной задачей при самостоятельном изготовлении сварочного трансформатора является расчет его параметров, определяющих прежде всего мощность и ток вторичной катушки, также немаловажны КПД, качество выходных характеристик, надежность собираемого изделия. Конструирование самодельных сварочных трансформаторов обладает своей, выраженной спецификой, так как в большинстве случаев они не соответствуют типовым схемам и для них, по большому счету, нельзя применить стандартные методики расчета, разработанные для промышленных трансформаторов. Специфика состоит в том, что при изготовлении самоделок параметры их компонентов подстраиваются под уже имеющиеся в наличии материалы - в основном под магнитопровод. Часто трансформаторы собираются не из самого лучшего трансформаторного железа, мотаются не самым подходящим проводом, усиленно греются и вибрируют, но главное - работают, отвечая потребностям своего владельца, при этом не сильно уменьшая бюджет на свое приобретение.
При изготовлении трансформатора, близкого по конструкции промышленным образцам, можно пользоваться стандартными методиками расчета. Такие методики устанавливают наиболее оптимальные значения обмоточных и геометрических параметров трансформатора. Однако, с другой стороны, эта же оптимальность является недостатком стандартных методик. Так как они оказываются совершенно бессильными при выходе какого-либо параметра за рамки стандартных значений.
Стандартная методика расчета
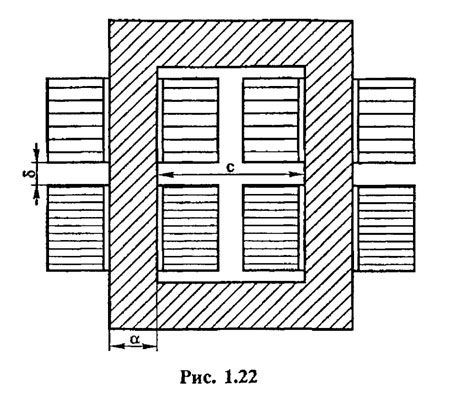
Здесь приводится методика, применимая для расчета распространенных в промышленности сварочных трансформаторов с увеличенным магнитным рассеянием. Трансформатор изготовлен на основе П-образного магнитопровода (рис. 1.22). Его первичная и вторичная обмотки состоят из двух равных частей, которые расположены на противоположных плечах магнитопровода. Соединены между собой половины обмоток на разных плечах последовательно.
Исходными данными при расчете сварочного трансформатора являются заданная мощность трансформатора, коэффициент продолжительности работы, номинальный ток, напряжение холостого хода и тепловой режим работы. Для выбора числа витков обмоток трансформатора рекомендуется пользоваться эмпирической зависимостью параметра Е (в вольтах на виток):
E = 0,55 + 0,095 Pдл
Эта зависимость справедлива для широкого диапазона мощностей, однако наибольшую сходимость результатов дает в диапазоне 5...30 кВа. Также вводится параметр мощности, учитывающий продолжительность работы трансформатора:
Pдл = U2 ·I2 (ПР/100)1/2 · 10-3
где I2 - номинальный сварочный ток, A; U2 - напряжение холостого хода вторичной обмотки; ПР - коэффициент продолжительности работы, %. Коэффициент продолжительности работы показывает, сколько времени (в процентах) трансформатор работает в дуговом режиме (нагревается), остальное время он находится в режиме холостого хода (остывает). Для самодельных конструкций и переносных промышленных трансформаторов ПР можно считать равным 15...20%.
Комментируя вышесказанное, следует отметить, что сам ПР в общем-то не влияет на выходной ток трансформатора, впрочем, как и соотношения витков трансформатора не слишком-то сказываются на параметре ПР у готового изделия. ПР в большей степени зависит от других факторов: сечения провода и плотности тока, изоляции и способа укладки провода, вентиляции. Однако с точки зрения приведенной методики считается, что для различных ПР более оптимальными будут несколько отличные соотношения между количеством витков катушек и площадью сечения магнитопровода, хотя, в любом случае, выходная мощность остается неизменной, рассчитанная на заданный ток I2. Ничто не мешает нам принять ПР, скажем, 60% или все 100%, а эксплуатировать трансформатор на меньшем значении, как на практике обычно и происходит. Хотя, по-моему, лучшее сочетание обмоточных данных и геометрии трансформатора обеспечивает выбор значения ПР пониже.
Числа витков (сумма обеих половин) первичной и вторичной обмоток определяются соответственно:
N1 = U1/E; N2 = U2/E
где U1 - напряжение сети, В.
Номинальный ток первичной обмотки в амперах:
I1 = I2·km/n,
где km = 1,05... 1,1 - коэффициент, учитывающий намагничивающий ток трансформатора; п =N1/ N2 - коэффициент трансформации.
Сечение стали сердечника трансформатора (см2) определяется по формуле:
S = U2·104/(4,44·ƒ·N2·Bm),
где ƒ = 50 Гц - промышленная частота тока; Вт - индукция магнитного поля в сердечнике, Тл. Для трансформаторной стали индукция может быть принята Вт = 1,5...1,7 Тл, рекомендуется принимать ближе к меньшему значению.
Конструктивные размеры трансформатора приведены применительно к стержневой конструкции магнитопровода. Линейные размеры даны в миллиметрах:
ширина пластины стали из пакета магнитопровода
α = (S·100/(p1·kc))1/2;
толщина пакета пластин плеча магнитопровода b = α·p1;
ширина окна магнитопровода c = b/p2, где p1 = 1,8...2,2; p2 = 1,0...1,2; kc = 0,95...0,97 - коэффициент заполнения стали. Измеряемая по линейным размерам сторон собранного трансформатора площадь сечения магнитопровода будет несколько больше рассчитанного значения, надо учитывать неизбежные зазоры между пластинами в наборе железа, и равняется: Sиз = S/kc.
Высота магнитопровода методикой строго не устанавливается и выбирается исходя из размеров катушек с проводом, крепежных размеров, а также учитывается расстояние между катушками, которое выставляется при подстройке тока трансформатора. Размеры катушек определяются сечением провода, количеством витков и способом намотки.
Пример расчета
Для примера возьмемся рассчитать с помощью вышеприведенной методики данные для сварочного трансформатора, рассчитанного на рабочий ток вторичной катушки I2 = 160 А, с выходным напряжением холостого хода U2 = 50 В, сетевым напряжением U1 = 220 В, значение ПР примем, скажем, 20%. Будем сразу подставлять заданные значения в приведенные выше формулы.
Итак, параметр мощности:
Определяем значение вольта на виток:
Числа витков:
Коэффициент трансформации:
Ток первичной обмотки:
где принимается km = 1,1.
И, наконец, сечение магнитопровода:
где принимаем Вm = 1,5 Тл.
Сразу же рассчитаем измеряемое значение Sиз, так как на практике именно его приходится подбирать:
Геометрические параметры магнитопровода:
ширина пластин плеч магнитопровода
толщина пакета пластин магнитопровода
b = 37,7∙2 = 75,4 мм;
ширина окна магнитопровода с = 75,4 1,2 = 90 мм. (значение α подбирается ближайшее из сортамента трансформаторной стали, конечное значение b корректируется с учетом ранее выбранного α, ориентируясь на полученные значения S и SИЗ).
Сварочный ток можно регулировать, перемещая секции первичной и вторичной обмоток относительно друг друга. Чем больше расстояние между первичной и вторичной обмотками, тем меньшим будет выходная мощность сварочного трансформатора.
Таким образом, для сварочного трансформатора с ходовым током 160 А нами были получены значения основных параметров: суммарное количество витков первичных катушек N1= 247 вит. и измеряемая площадь сечения магнитопровода SИЗ = 28,4 см . Так как был отдельно проведен расчет трансформатора для случая с ПР = 100%, то соотношения SИЗ и N1 в этом случае получились несколько иными: 41,6 см2 и 168 соответственно для того же тока 160 А.
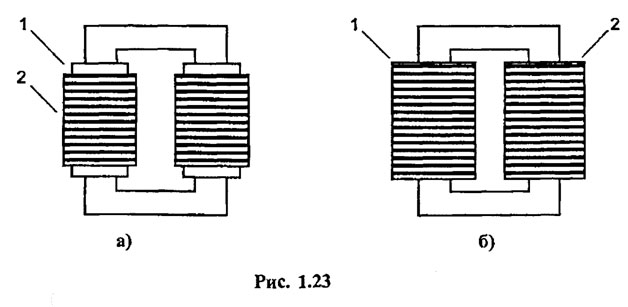
На что нужно обратить внимание, анализируя полученные результаты? Прежде всего, в этом случае соотношения между S и N для определенного тока действительны только для сварочного трансформатора, изготовленного по схеме с увеличенным магнитным рассеиванием. Если бы мы применили значения S и N1, полученные для этого типа трансформатора, для другого трансформатора - построенного по схеме силового трансформатора (рис. 1.23, а), то выходной ток при тех же значениях S, N1, значительно возрос бы, предположительно в 1,4...1,5 раза или пришлось бы примерно во столько же раз увеличить количество витков первичной катушки N1, для сохранения заданной величины тока. Сварочные трансформаторы, у которых секции вторичной катушки намотаны поверх первичной, получили большее распространение при самостоятельном изготовлении. Магнитный поток у них более сконцентрирован и энергия передается более рационально, хотя это и может приводить к некоторому ухудшению сварочных характеристик, о чем уже было сказано выше. Также надо учитывать, что сложно получить ток дуги выше 200 А при работе от бытовой однофазной сети.
Расчет нестандартного трансформатора
Неприемлемость во многих случаях стандартных методик расчета заключается в том, что они устанавливают для конкретной мощности трансформатора только единые значения таких основных параметров, как измеренная площадь сечения магнитопровода (Sиз)и количество витков первичной обмотки (N1), хотя последние и считаются оптимальными. Выше нами было получено сечение магнитопровода для тока 160 А, равное 28 см2. На самом деле сечение магнитопровода для той же мощности может варьироваться в значительных пределах - 25...60 см2 и даже выше, без особой потери в качестве работы сварочного трансформатора. При этом под каждое произвольно взятое сечение необходимо рассчитать количество витков, прежде всего первичной обмотки, таким образом, чтобы получить на выходе заданную мощность. Зависимость между соотношением S и N1близка к обратно пропорциональной: чем больше площадь сечения магнитопровода (Sиз), тем меньше понадобиться витков обеих катушек.
Самой важной частью сварочного трансформатора является магнитопровод. Во многих случаях для самоделок используются магнитопроводы от старых электроприборов, которые до того ничего общего со сваркой не имели: всевозможные крупные трансформаторы, автотрансформаторы (ЛАТРы), электродвигатели. Часто эти магнитопроводы обладают весьма экзотической конфигурацией, а их геометрические параметры невозможно изменить. И сварочный трансформатор приходится рассчитывать под то, что есть, - нестандартный магнитопровод, используя нестандартную методику расчета.
Наиболее важными при расчете параметрами, от которых зависит мощность, являются площадь сечения магнитопровода, количество витков первичной обмотки и расположение на магнитопроводе первичной и вторичной обмоток трансформатора. Сечение магнитопровода в данном случае измеряется по наружным размерам сжатого пакета пластин, без учета потерь на зазоры между пластинами, и выражается в см2. По расположению обмоток трансформаторы можно разделить на два типа: такие, у которых первичная и вторичная обмотки (или их части) находятся на одном плече (рис. 1.23, а);второй тип - у которых обмотки разнесены на разные плечи (рис. 1.23, б). При напряжении питания сети 220...240В с незначительным сопротивлением в линии, можно рекомендовать использовать следующие формулы приближенного расчета витков первичной обмотки, которые дают положительные результаты для токов 120... 180 А для многих типов сварочных трансформаторов.
Для первого типа (с обмотками на одном плече (рис. 1.23, а)):
Для второго типа (с разнесенными обмотками (рис. 1.23, б)):
где N1 - примерное количество витков первичной обмотки, Sиз- измеренное сечение магнитопровода (см2), I2- заданный сварочный ток вторичной обмотки (А), U1 - сетевое напряжение.
При этом надо учитывать, что для трансформатора с разнесенными по разным плечам первичной и вторичной обмотками вряд ли удастся получить ток более 140 А - сказывается сильное рассеивание магнитного поля. Нельзя также ориентироваться на ток выше 200 А для остальных типов трансформаторов. Формулы носят весьма приближенный характер. Некоторые трансформаторы с особенно несовершенными магнитопроводами дают значительно более низкие показатели выходного тока. Кроме того, существует много таких параметров, которые нельзя определить и учесть в полной мере. Обычно неизвестно, из какого сорта железа изготовлен тот или иной, снятый со старого оборудования магнитопровод. Напряжение в электросети может сильно изменяться (190...250 В). Еще хуже, если линия электропередачи обладает значительным собственным сопротивлением, составляя всего единицы Ома, оно практически не влияет на показания вольтметра, обладающего большим внутренним сопротивлением, но может сильно гасить мощность сварки. Учитывая все вышеизложенное, рекомендуется первичную обмотку трансформатора выполнять с несколькими отводами через 20.. .40 витков (рис. 1.24). В этом случае всегда более точно можно будет подобрать мощность трансформатора или подрегулировать ее под напряжение конкретной сети.
Количество витков вторичной обмотки определяется из соотношения (кроме «ушастика», см. ниже):
где U2- желаемое напряжение холостого хода на выходе вторичной обмотки (45...70 В), U1 - напряжение сети.

 Большинство промышленных сварочных трансформаторов конструктивно выполнены по П-образной схеме, с увеличенным рассеиванием магнитного поля (рис. 1.4). У обычных силовых трансформаторов первичная и вторичная обмотка максимально сближены (рис. 1.5), что в идеале должно приводить к высокому КПД, делая их внешнюю характеристику жесткой - малопригодной для ручной сварки. Однако же на практике нет ничего идеального, существует масса самодельных сварочных трансформаторов, намотанных по схеме силового трансформатора, как на П-, так и на не
Большинство промышленных сварочных трансформаторов конструктивно выполнены по П-образной схеме, с увеличенным рассеиванием магнитного поля (рис. 1.4). У обычных силовых трансформаторов первичная и вторичная обмотка максимально сближены (рис. 1.5), что в идеале должно приводить к высокому КПД, делая их внешнюю характеристику жесткой - малопригодной для ручной сварки. Однако же на практике нет ничего идеального, существует масса самодельных сварочных трансформаторов, намотанных по схеме силового трансформатора, как на П-, так и на не 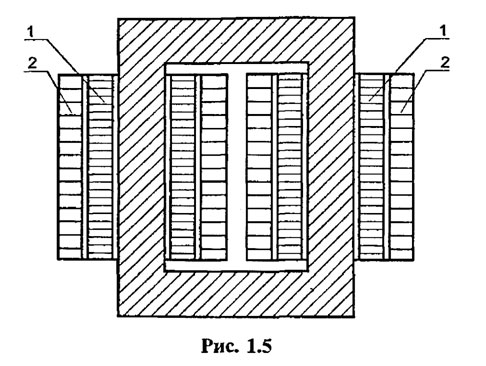 распространенном для сварочного оборудования Ш-образном магнитопроводе. При этом все они работают в ручном режиме вполне приемлемо. Фабричные сварки тоже часто изготовлены на основе трансформатора, у которого вторичные обмотки намотаны поверх частей первичной. При этом между витками самих обмоток и между обмотками вставляются планки из непроводящего ток материала, что приводит к образованию между ними зазоров (рис. 1.6).
распространенном для сварочного оборудования Ш-образном магнитопроводе. При этом все они работают в ручном режиме вполне приемлемо. Фабричные сварки тоже часто изготовлены на основе трансформатора, у которого вторичные обмотки намотаны поверх частей первичной. При этом между витками самих обмоток и между обмотками вставляются планки из непроводящего ток материала, что приводит к образованию между ними зазоров (рис. 1.6).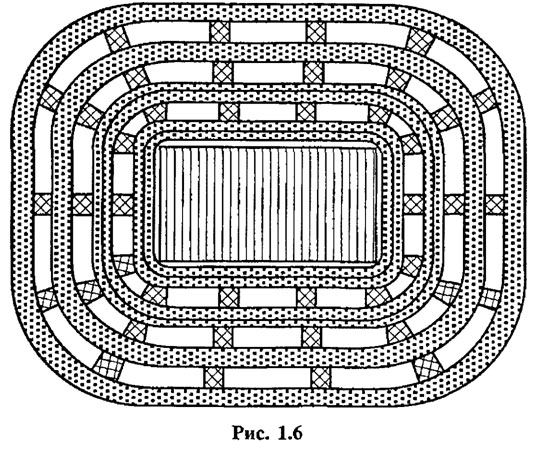
 При ручной электросварке, вследствие дрожания рук сварщика, неровностей поверхности и других причин, происходит неизбежное колебание кончика электрода и изменение длины дуги. Как нам теперь известно, при изменении длины дуги меняет свое положение и вольт-амперная характеристика - изменяется протекающий через дуговой промежуток ток, соответственно, меняется ток трансформатора, что уже описывается внешней вольт-амперной характеристикой источника питания. Таким образом, в результате наложения свойств дуги и источника питания стабильное горение дуги возможно только в точке пересечения графиков статической вольт-амперной характеристики дуги и внешней характеристики источника питания, то есть когда выходное напряжение источника соответствует напряжению дуги при определенной ее длине (рис. 1.11).
При ручной электросварке, вследствие дрожания рук сварщика, неровностей поверхности и других причин, происходит неизбежное колебание кончика электрода и изменение длины дуги. Как нам теперь известно, при изменении длины дуги меняет свое положение и вольт-амперная характеристика - изменяется протекающий через дуговой промежуток ток, соответственно, меняется ток трансформатора, что уже описывается внешней вольт-амперной характеристикой источника питания. Таким образом, в результате наложения свойств дуги и источника питания стабильное горение дуги возможно только в точке пересечения графиков статической вольт-амперной характеристики дуги и внешней характеристики источника питания, то есть когда выходное напряжение источника соответствует напряжению дуги при определенной ее длине (рис. 1.11). 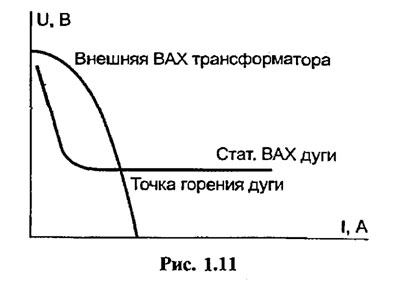 Однако же длина дуги при ручной сварке постоянно меняется, а значит, меняется и положение точки пересечения этих зависимостей.
Однако же длина дуги при ручной сварке постоянно меняется, а значит, меняется и положение точки пересечения этих зависимостей.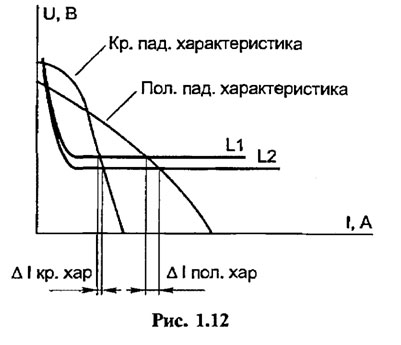 Так, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока - ΔIпол.хар.
Так, в первом случае, для трансформатора с крутопадающей внешней характеристикой, изменение тока между крайними точками горения сварочной дуги соответствует значению ΔIкр.хар, которое относительно небольшое. Во втором же случае, при тех же колебаниях длины дуги, но уже в точках горения дуги для трансформатора с полого-падающей характеристикой, мы видим значительную разницу в изменении сварочного тока - ΔIпол.хар.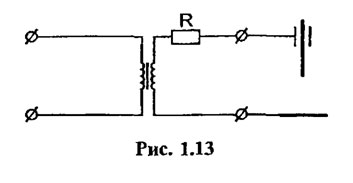
 В промежутке В-А1 дуга гаснет, ток не течет. На устойчивость и скорость повторного зажигания дуги существенное влияние оказывают параметры источников питания. К таким параметрам прежде всего относятся напряжение холостого хода и скорость его восстановления после обрыва тока дуги, фазовый сдвиг между напряжением холостого хода источника и током дуги.
В промежутке В-А1 дуга гаснет, ток не течет. На устойчивость и скорость повторного зажигания дуги существенное влияние оказывают параметры источников питания. К таким параметрам прежде всего относятся напряжение холостого хода и скорость его восстановления после обрыва тока дуги, фазовый сдвиг между напряжением холостого хода источника и током дуги.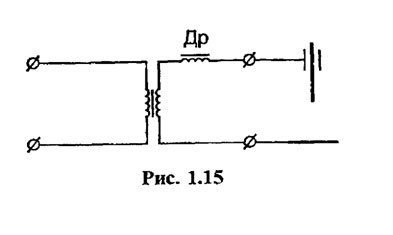
 то вместе они смогут выдерживать более значительные токи. Строго говоря, суммарный ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В-200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор и свободно крепить где удобно внутри корпуса сварочного аппарата. Для выпрямителя может использоваться 3-5 интегрированных диодных мостиков, обязательно одной и той же марки. Как показывает практика, они не сильно греются и даже без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме.
то вместе они смогут выдерживать более значительные токи. Строго говоря, суммарный ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В-200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор и свободно крепить где удобно внутри корпуса сварочного аппарата. Для выпрямителя может использоваться 3-5 интегрированных диодных мостиков, обязательно одной и той же марки. Как показывает практика, они не сильно греются и даже без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме.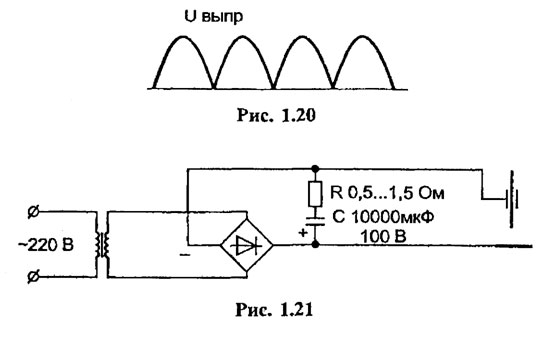
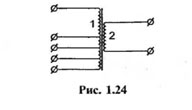 Учитывая все вышеизложенное, рекомендуется первичную обмотку трансформатора выполнять с несколькими отводами через 20.. .40 витков (рис. 1.24). В этом случае всегда более точно можно будет подобрать мощность трансформатора или подрегулировать ее под напряжение конкретной сети.
Учитывая все вышеизложенное, рекомендуется первичную обмотку трансформатора выполнять с несколькими отводами через 20.. .40 витков (рис. 1.24). В этом случае всегда более точно можно будет подобрать мощность трансформатора или подрегулировать ее под напряжение конкретной сети.